Позвонить: (4842) 75-75-05
Написать сообщение: m-40@inbox.ru

Действие центробежных сил улучшает заполнение форм жидким металлом, способствует направленному затвердеванию, устранению усадочной и
газовой пористости в отливках.
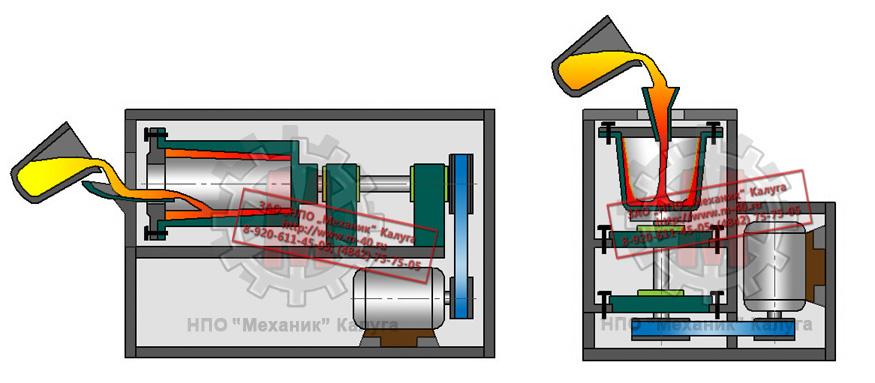
Установки для центробежного литья могут быть с горизонтальной осью вращения, с вертикальной осью вращения, а в ряде случаев и с наклонной осью
вращения. В них получают отливки из сплавов черных и цветных металлов, чаще всего имеющих форму тел вращения: втулки, трубы, гильзы, кольца и т.д.
Внутренняя поверхность отливок может формироваться без непосредственного контакта с литейной формой и без стержней. Такую поверхность называют
свободной. На машинах с вертикальной осью вращения получают невысокие отливки типа колец, гильз из-за наличия разностенности верхнего и
нижнего основания отливок.